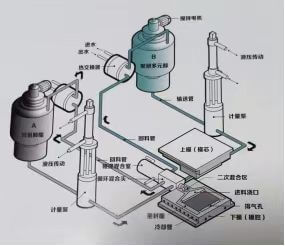
RIM低压灌注过程及原理:
1、如下图所示,经过精确计量控制A-B料比例,在模具内混合反应固化成型为聚氨酯聚合物,固化时间可以外部控制;
2、硬质RIM的材料属性类似于热塑性材料,这样低压灌注的外壳设计可参照热塑性材料结构设计来,不过,壁厚方面有更大的宽容性,缩水率小,壁厚一般1.5-6.5mm,如特殊要求可以做到40mm且对外观影响极小;同时具有良好的防火性能。

3、另外距离产品内部零件的最小间隙10mm,低压灌注倒角一般最小在R3等要求,拔模角及加强筋、螺柱等设计均可参照注塑要求设计;

RIM低压灌注工艺优势:
1、具有效率高、生产周期短、过程简单、成本低的优点,可制成密度、硬度、弹性不同的零件;
2、相比VCM真空注型工艺,成型产品尺寸更大,适合成型大型壁厚的产品且表面无缩痕;
3、成型产品封装效果好,可满足外观设计验证、结构测试等用途;
4、相比传统的模具工艺和流程,成本和周期都大幅降低;
浇注样件厚度:最佳浇注厚度4~6mm,最大浇注厚度10mm;
注射压力:10MPa左右。流量控制:600g/s;一般工作时间:15-30分钟/件,脱模温度可控制在40℃以下,脱模后零件在80℃环境下固化2-4小时性能最佳;标准复制精度:±0.20mm/100mm;